

 The basic purpose of pelleting process is to convert fine particles to larger shaped dense feed mass. The pellet press applies forces on conditioned mash feed to form a dense feed mass. Mostly, the shape of dense feed mass will be a cylinder or square and will be larger size compared with mash feed.The main aim of pelleting process is to optimizes the physical property of mash feed.The key advantages of pelleting are
The basic purpose of pelleting process is to convert fine particles to larger shaped dense feed mass. The pellet press applies forces on conditioned mash feed to form a dense feed mass. Mostly, the shape of dense feed mass will be a cylinder or square and will be larger size compared with mash feed.The main aim of pelleting process is to optimizes the physical property of mash feed.The key advantages of pelleting are
- Minimizes the wastage during eating process
- Animal prefers pellet because it receives the total mixed nutrients in every pellet
iii. Improves storage capacity because bulk density of pellet is more compared with mash feed
- Decreases transportation cost because of increases transportation capacity of same volume
- Improves feed handling because of improved flowability of pellet feed
Pelleting process in feed mill is easy to understand but tough to execute. Because more than one process factor should be controlled by the operator. The pellet quality (PDI) and throughput (TPH) of pellet press are significantly affected, when those factors are not controlled properly. Modern pellet machine uses sensors and automation technology to ease this operation by controlling and maintaining those process factors. The pellet quality and throughput of pellet press are not only determined by pelleting process alone.
60% of pellet quality is decided before the mash enters the conditioner. 80% of PDI is decided before the feed enters in pellet press.It means before mash entered pellet die, the pellet quality is decided. Refer pie chart. This was studied and reported by Dr Keith C Behnke, Professor, Department of Grain Science and Industry, Kansas State University.
 Pelleting process
Pelleting process
The softened mash feed enters centre of pelleting chamber by gravity. The self-rotating rolls applies force on conditioned mash feed and pushes through pellet die. This force is caused because of
- gap between rolls and die
- surface characteristics of rolls
iii. physical properties of mash feed
The pellet die applies a resistive force on mash feed. This is force has a direct effect on pellet quality (PDI) and throughput (TPH) of pellet press.These two forces are opposite to each other. But, force generated by rolls should be greater than that of resistive force generated by pellet die. Otherwise, it affects the production rate (TPH). A frictional heatis generated in pelleting process and transferred to mash feed. The differential temperature of conditioned mash and hot pellet is an indication of frictional heat generated at pellet die.
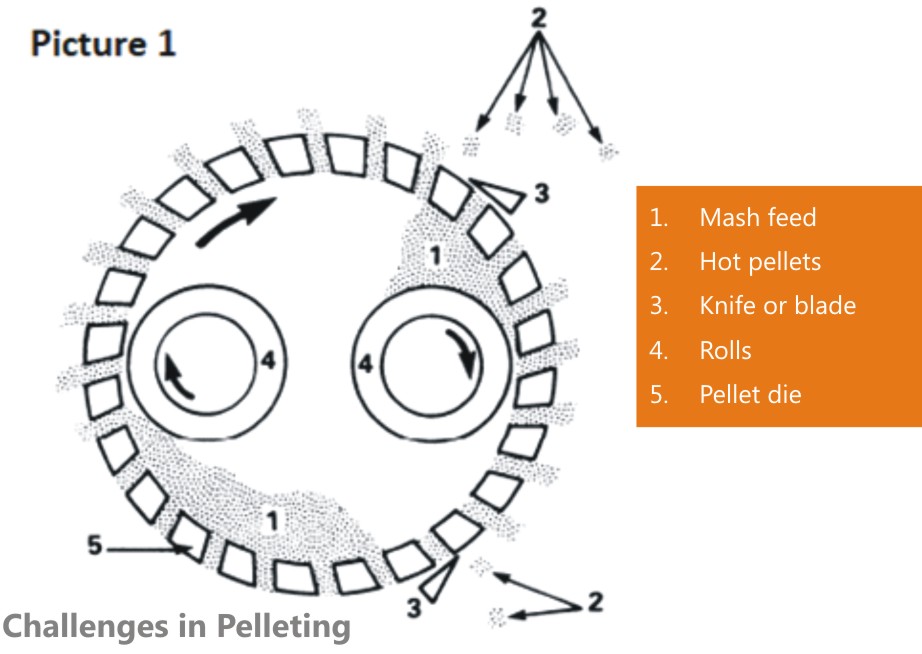 It should be at optimum level to achieve better pellet quality and throughput.Excessive frictional heat is an indication of hard pellet. High friction at pellet die reduces die life and rolls life. The hot dense pellet comes out of pellet die. The knives fixed at the periphery of pellet press cuts the pellet and determines the length of pellet. Refer picture 1. As a rule of thumb, length of pellet can be two or three time of pellet diameter. It also can be decided based on animal requirements.
It should be at optimum level to achieve better pellet quality and throughput.Excessive frictional heat is an indication of hard pellet. High friction at pellet die reduces die life and rolls life. The hot dense pellet comes out of pellet die. The knives fixed at the periphery of pellet press cuts the pellet and determines the length of pellet. Refer picture 1. As a rule of thumb, length of pellet can be two or three time of pellet diameter. It also can be decided based on animal requirements.
Pellet Quality (PDI – Pellet Durability Index) Vs Production rate(TPH – Tons Per Hour)
There is a possibility of reduction in throughput of pellet press (TPH), while improving pellet quality and vice versa. It is a big challenge to achieve both at its highest level. But it is possible to achieve optimum level of both factors. It is recommended to conduct trials scientifically and make decision statistically to arrive the best fit of critical process parameter of grinding, conditioning, pelleting and critical quality parameters like particle size, conditioned mash moisture, conditioned mash temperature, L/d ratio etc.
Specific Energy of pellet press
Pelleting process is the most capital and energy intensive process in feed manufacturing operation. Specific energy is defined as the amount of electrical energy required to push one ton of feed through pellet die and expressed in kWh/Ton. When PDI increases, the Specific energy also increases. Hence optimization is needed to minimize pelleting cost. Refer the bar chart.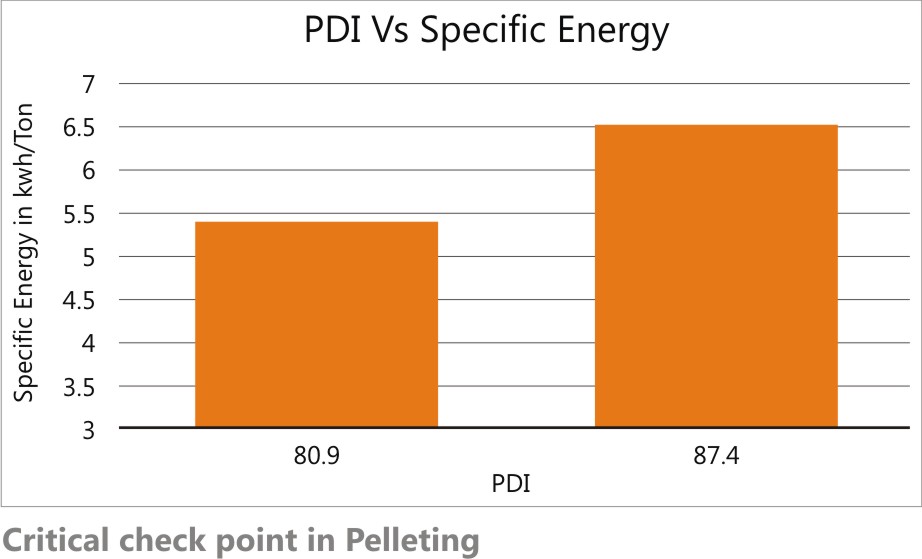
- Roller adjustment
Perfect roller adjustment is important for maximum productivity of pellet press and better die life. Lose roll adjustment reduces throughput (TPH). Too tight rolls adjustment reduces die life. Modern pellet machines have auto roll adjustment technology to eliminate manual errors in rolls setting. Poor roll setting leads to die breakage.
- L/d ratio (Insert picture)
Pellet die is the key component of pelleting process. The die specification is vital for pellet press productivity and pellet quality. Refer picture2.
D = diameter of pellet
L = Effective length
T = Total thickness
X = Counter bore depth
D = Inlet diameter
Compression ratio = D2/d2
Performance ratio = L/d
The PDI can be enhanced by using pellet die with high L/d ratio. The die selection is key to achieve better pellet quality and production rate.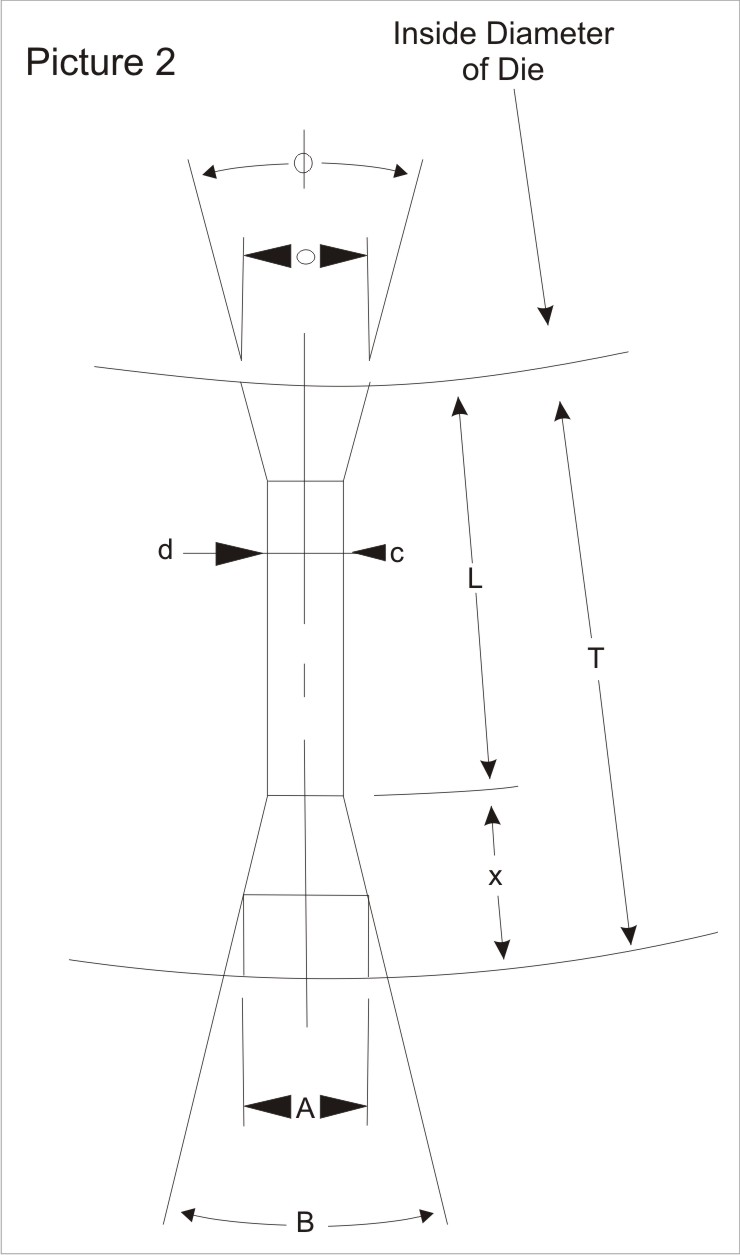
- Pellet knife position
Two knives are provided in pellet machines. The upper knife cuts the pellets from left roll. Similarly, bottom knife is for right roll. Worn out knife increases fines at pellet die. It is recommended to check condition (sharpness) of knife periodically.
- Pellet die retention time
Feed is retained more time in pellet die, while reducing flow rate of feed. This improves PDI. But at the same time,it reduces production rate.
Feed formulation, particle size and conditioning are critical to achieve better pellet quality and high production rate.Factors like roller adjustment, knife setting etc are operator-based skills. Hence operators are the most important factor in achieving good quality pellet and high production rate. The operators should have pellet process knowledge and able adjust process parameters like flow rate, roller adjustment, knife setting, and steam inclusion etc. based on feed type and local conditions.
References are available upon request
by M Kanagaraj, Catalyst Techvisor Private Limited





