

Conditioning is common to modify the physical properties of mash before it is delivered to the pellet die chamber. Most commonly, conditioning involves the addition of steam to the mash; however, conditioning may also involve the addition of liquids such as water, molasses, pellet binders or, in some cases, indirect heat (jacket heat). All of these things are done for the primary purpose of improving pellet quality and/or pellet mill throughput. The article will cover the conditioning process i.e. any addition to the mash after it leaves the mixer, but before it reaches the pellet die chamber.
Pellet quality and conditioning
In general terms, pellet quality refers to the ability of feed pellets to withstand mechanical handling without excessive breakage and fines generation. The commercial feed industry often assigns a much higher value to pellet quality (low fines) than do integrators who manufacture feeds for their own use.
Factors influencing the pellet quality according to Reimer (1992) are formulation (40%), fineness of grind (20%), steam conditioning (20%), die selection (15%) and cooling/drying (5%).
It is important to note that by combining the influences of formulation and grind, 60% of the potential pellet quality is determined before the mash even reaches the pellet mill. If true, it is obvious that quality problems can’t always be solved by modifying the conditioning process or using a thicker die.
When dealing only with the pelleting system, it is apparent that conditioning is the most important factor that influences pellet quality. If done correctly, proper conditioning allows the use of the thinnest possible die and, therefore, the greatest potential throughput. Though conditioning is far more important than die or roll selection, it is a process that is often overlooked, and certainly not well understood by many feed manufacturers.
Conditioning defined
Conditioning may include steam and/or water addition, expanding, compacting, pre-pelleting, ripening and so on. Whatever the type of conditioning employed, it should be optimized to give the best pellet quality at a reasonable rate, without significant destruction of available nutrients or feed additives.
Steam: Introduction
Steam is a commonly-used input in many feed manufacturing operations. In large or small facilities, steam generation can represent a significant part of manufacturing costs and, if left uncontrolled, can have serious implications for the bottom line.
Steam pressure
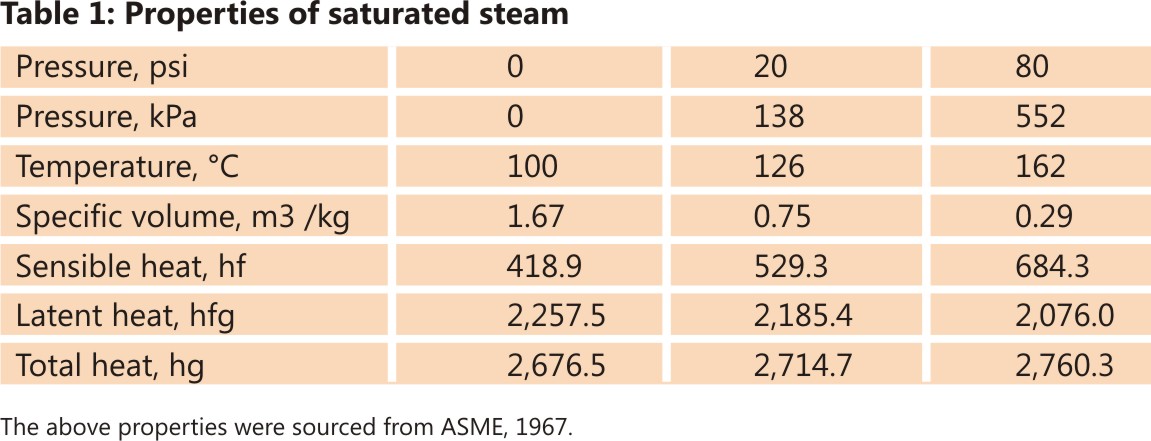
As heat is applied to the water in a closed system (i.e., a boiler) the water temperature rises. As the temperature rises above 100°C, the “vaporpressure” of the water is increased beyond atmospheric pressure. This pressure is uniformly distributed over all of the surfaces of the closed vessel. If the water level is maintained at say 80% of the vessel capacity, the “head” space will be filled with steam at the same temperature as the water. By referring to Table 1, the relationship of pressure and temperature can be determined.
In processing, pressure is typically measured in gauge rather than absolute pressure.
It is obvious that as heat is added to the system, the pressure rises directly with the temperature. It is also interesting to look at the relationship between pressure and specific volume. At 0 kPa (0 psi) gauge pressure, 0.5 kg of steam occupies 0.84 m3, but at 552 kPag (80 psi), that same 0.5 kg of steam occupies only 0.15 m3. It is this relationship that is useful in determining pipe and valve sizes, as well as insulation costs for a given installation.
 Though the thermodynamic properties of saturated steam at a given temperature and pressure are well documented, the debate still continues as to what pressure results in the best pellet quality and mill performance for a given feed type. Various studies showed that the control valve, piping size and system design are sufficient to give good control, actual steam pressure is of little consequence.
Though the thermodynamic properties of saturated steam at a given temperature and pressure are well documented, the debate still continues as to what pressure results in the best pellet quality and mill performance for a given feed type. Various studies showed that the control valve, piping size and system design are sufficient to give good control, actual steam pressure is of little consequence.
Steam quality
The importance of steam quality is that it is an indication that enough heat has been lost from the system to condense 10% of the steam vapor back to a liquid phase. This heat loss represents not only a significant loss in energy costs, but can result in pelleting problems if the balance between mash moisture and the conditioning temperature is wrong.
Steam quality can have a significant impact on pelleting, particularly if it varies, it is worth considering in any discussion of conditioning. As an example, 0.5 kg of steam at 100°C has 1.2 X 106 J of total heat, while 0.5 kg of water at 100°C has only 1.9 X 105 J of total heat— or 84% less heat than the steam. If one attempts to condition to a particular temperature, say 82°C, themash can become far too wet to pellet if poorquality steam is used.
It should be the objective of every pelleting operator to use the driest steam possible. If additional moisture is needed, as is often the case, it can be added much more economically as water either in the mixer or in the conditioner. Table 1 is included to understand the thermodynamic relationship of heat, pressure and volume.
Conditioning options
Atmospheric conditioners
The typical conditioner commonly associated with a pelleting system is referred to as an “atmospheric conditioner.” These conditioners operate under atmospheric pressure and are typically exposed to ambient conditions. As a rule, the atmospheric conditioner is basically a single cylinder with an agitator shaft. The function of the conditioner is to provide for the intimate contact and mixing of steam with the pellet mash. An understanding of how steam and pellet mash interact is critical to the understanding and management of a pelleting system.
Water addition during conditioning
It is well recognized that water is a critical component in the bonding that takes place during pellet formation. In typical pelleting, the only water added is in the form of steam. In areas where local corn is the predominant grain, excess moisture may be experienced as new crop grain begins to arrive. However, as the crop year proceeds, drier grain is received as stored grain enters the market.
Depending upon formulation, optimum conditioned mash moisture is in the range of 16.0 to 17.5%, with 4 to 5% coming from conditioning. As a rule, we can expect to add 1% moisture to the pellet mash for each 12.5°C increase in mash temperature from steam. If the mash is cool, say 10°C, and we target 85°C as our mash temperature, we will be adding about 6% moisture. If the mash is already at 11- 12%, the final mash moisture will be at or above the upper level of the range of optimum moisture. Conversely, if the mash temperature is at 35°C and we target 85°C, we’ll only be adding about 4% moisture. If the initial mash moisture is 11-12%, the final mash moisture will be at or below the lower level of the optimum for pellet quality and throughput. Both of these situations (or even more extreme) can arise depending on the season of the year and ingredient moisture content.
There are times when we simply can’t reach target temperatures before the upper moisture level is met. Other times, when the grain is dry and warm, we simply can’t get enough steam into the mash without exceeding target temperatures. Late in the crop year it is often advantageous to add 1 to 2% water during conditioning to improve pellet quality and production rate. Studies at Kansas State University have shown that moisture addition at the mixer can be highly accurate and can result in substantial improvement in pellet quality (Greer and Fairchild, 1999).
Double- or triple-pass conditioner
In an effort to extend and control dwell time, double- or triple-pass conditioners are sometimes used. Basically, this can be accomplished by stacking two or three “standard” conditioners above the pellet mill. Variable speed drives, multiple steam injecting points and steam jacketing are options in various designs.
A distinct advantage of a double- or triple-pass conditioner over a single, large-volume conditioner is that some semblance of “first-in-first-out” order can be maintained. It is also a relatively economical choice compared with more exotic conditioning; however, a good deal of head room above the pellet mill is required, making installation something of a problem. As an alternative to “stacked” conditioners, either “twin-shell” or horizontal double-pass designs can be used. In either case, retention time is extended. However, the head room needed above the pellet mill is no greater than that needed for a single-pass conditioner.
Jacketed conditioners
Many attempts have been made to use jacketed conditioners, conveyors or holding vessels with varying success. The basis for this concept is that, with jacket steam, heat can be introduced without adding excessive moisture. This is certainly a good idea, but is difficult to implement practically. The typical reason for failure is that the heat is transferred to the mash only at the surface of the barrel. Most often, the surface-to-volume ratio is so low that little heat is actually transferred into the mash—particularly in large-volume conditioners.
Pressure conditioning
This concept involves the use of conditioning chambers operating at elevated pressures. By increasing the pressure in the vessel, conditioning temperatures well in excess of 100°C can be attained. The reasoning behind the concept follows the law of thermodynamics and, simply put, forces the moisture and heat into mash particles more quickly and thoroughly than is possible at atmospheric pressure.
The challenge of getting the mash into and out of a pressurized vessel is obvious. The exit problem is solved by making the die chamber and rollers part of the pressurized area. The inlet uses a spring-loaded pressure plate, forced open by the feed, to contain the pressure.
Conclusions
The conditioning process is, without doubt, the most important component of any feed pelleting system, at least as far as pellet quality is concerned. It is also, perhaps, the least understood component by pellet mill operators, many plant managers and even equipment suppliers. It was the purpose of the article to provide insight into some of the lessunderstood aspects of conditioning and to point out some of the strong points and weak points of each option available.
There is no single conditioning option that is best for all applications and situations. In most cases, replacement is not an option; therefore, steps taken to optimize a given installation will result in the best pellet quality at the best production rate possible. It must be remembered, however, that all factors involved in pellet quality are inter-related and must ultimately be addressed if the process is to be successful.
Source: Kansas State University, WattAgNet
by KEITH C. BEHNKE& ANGIE GILPIN





