

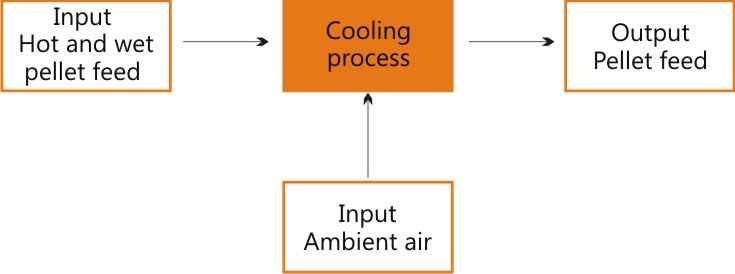
 The main objective of Cooling processin the pellet formationis to withdraw heat and moisture from dense mass to forms shaped mass. Theoretically, the amount of heat and moisture removal should be same as amount added during steam conditioning process. But practically, it varies based on environmental conditions. The inputs of cooling process are
The main objective of Cooling processin the pellet formationis to withdraw heat and moisture from dense mass to forms shaped mass. Theoretically, the amount of heat and moisture removal should be same as amount added during steam conditioning process. But practically, it varies based on environmental conditions. The inputs of cooling process are
- hot and wet pellet feed
- ambient air
The output is pellet feed with specified level of moisture (country specific), temperature and pellet durability index (PDI).
Pellets are cooled by passing ambient air through a bed of hot pellets. Though the primary function of coolers in a feed mill is to cool the pellet, it should also remove excess moisture from feed that was added through steam during conditioning process.
There are two types of coolers used in feed industry;
1. Horizontal cooler
2. Counter-flow cooler
 Theworking ofhorizontal cooler is based on cross flow principle. But most of modern feed mills usecounter-flow cooler. The principle involved in this process is known as evaporative cooling. Ahigh-speed blower creates a negative pressure in upper portion of the cooling chamber. Because of negative pressure, ambient air is sucked-in through bottom of the cooler. The air passes through
Theworking ofhorizontal cooler is based on cross flow principle. But most of modern feed mills usecounter-flow cooler. The principle involved in this process is known as evaporative cooling. Ahigh-speed blower creates a negative pressure in upper portion of the cooling chamber. Because of negative pressure, ambient air is sucked-in through bottom of the cooler. The air passes through 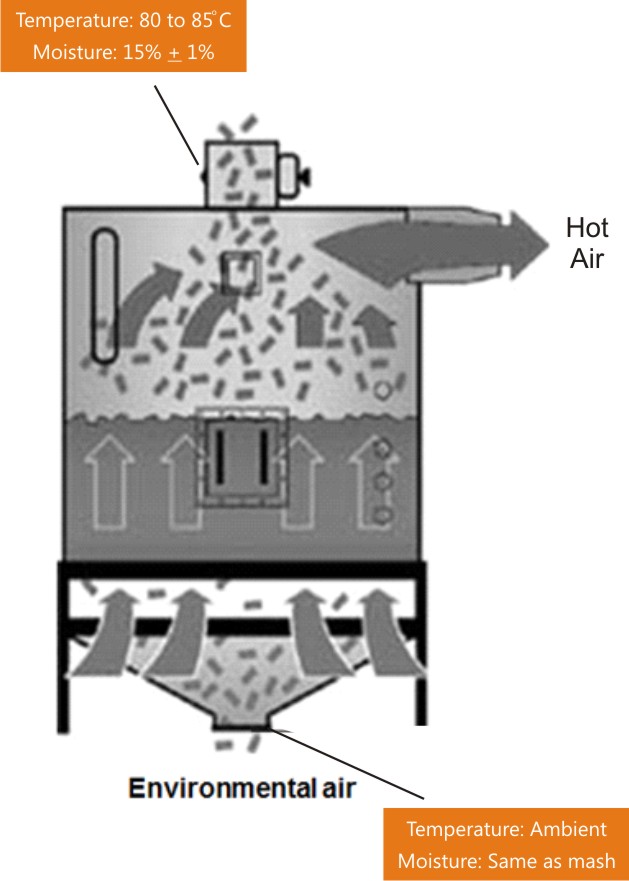 bed of hot pellets. Since the ambient air is at lower temperature than pellet feed, heat transfer takes place. This process cools the pellet comes from pellet press. The exhaust air is warmer than inlet air. The pellet feed moves from top to bottom direction and air moves from bottom to top. Both movements are opposite to each other. Hence, this design of cooler is called counter flow cooler. In addition to heat, moisture is also removed from pellet during the cooling process. The feed temperature at inlet of cooler will be around 85C in poultry feed and around 65C in cattle feed with molasses in ration. The feed temperature at outlet of cooler should be 5Cabove ambient temperature. The moisture of feed after cooling should be closer to that of mash feed at batch mixer in case of poultry feed and molasses mixer in case of cattle feed. Heat removal in cooler depends on the ambient air temperature and moisture removal controlled by humidity of the environment.
bed of hot pellets. Since the ambient air is at lower temperature than pellet feed, heat transfer takes place. This process cools the pellet comes from pellet press. The exhaust air is warmer than inlet air. The pellet feed moves from top to bottom direction and air moves from bottom to top. Both movements are opposite to each other. Hence, this design of cooler is called counter flow cooler. In addition to heat, moisture is also removed from pellet during the cooling process. The feed temperature at inlet of cooler will be around 85C in poultry feed and around 65C in cattle feed with molasses in ration. The feed temperature at outlet of cooler should be 5Cabove ambient temperature. The moisture of feed after cooling should be closer to that of mash feed at batch mixer in case of poultry feed and molasses mixer in case of cattle feed. Heat removal in cooler depends on the ambient air temperature and moisture removal controlled by humidity of the environment.
Challenges in Cooling
Coolers are directly influenced by climatic conditions because air present in environment is used as a medium of heat transfer. Relative Humidity (RH) plays a vital role in evaporative cooling. Humidity is explained below in pictorial representation.
For explanation per say, in 100% humid environment, air does not have capacity to observe water since 1 kg of air contains 1 kg of water in it. On the other side, in 25% 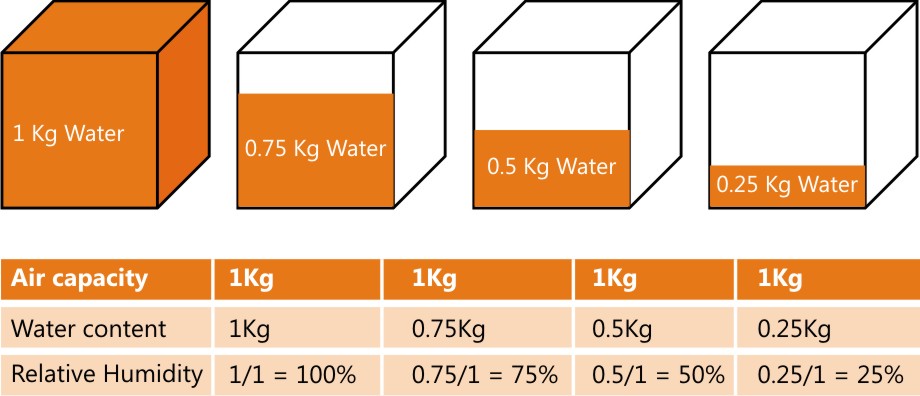 humid environment, air is having only 250 g of water in 1 kg of air. The remaining 750 g capacity is available to absorb water. It has high potential to absorb water. In subtropical countries, there are different climate zones. Feed mill coolers behaves differently in different climatic zones.
humid environment, air is having only 250 g of water in 1 kg of air. The remaining 750 g capacity is available to absorb water. It has high potential to absorb water. In subtropical countries, there are different climate zones. Feed mill coolers behaves differently in different climatic zones.
Cooler Operations in Different climate zones:
Hot and humid conditions: In this climate, RH % is high and air has more water content. Therefore, innate capacity of air to absorb feed moisture is reduced. During this period, coolers will remove less moisture than standard level. This results in high moisture in finished feed, whichmay lead to mould (fungus) growth.
Hot and extreme dry conditions:In this condition, RH % is very low and ambient temperature is very high. The ambient air removes more moisture than standard level. Because, air has more capacity to absorb water. This leads to high moisture loss, which results in significant financial loss. High moisture loss leads to weight loss in feed bags. Commercial feed manufacturers add a quantum of feed to compensate this weight loss. This is an additional cost to the organization. When retention time is reduced to minimize excess evaporation, heat removal is ineffective. This will result in hot finished feed.
Cold and dry conditions: Both heat and moisture removal from feed will be faster in this weather condition.
Critical check point in Cooling
1. Weathercondition
It is recommended to monitor humidity and air temperature on daily basis. Because, this information is vital to set cooler control parameters like height of pellet bed, air flow rate
2. Specific air Volume
The specific air volume is measure in m3/Ton. This is controlled by using butterfly valve mounted in the blower line. The specific air volume should be controlled depending on moisture of feed at cooler inlet and humidity of ambient air.
3. Cleanliness of cooler
There is a risk of condensation in cooler during cold weather condition. The air temperature at upper portion of cooling chamber is hotter than ambient temperature. The colder ambient air condensate hot air inside the cooler. The condensation creates two challenges
- Risk of mould (fungus) and bacterial growth and cross contamination
- Corrosion in side wall and top side of cooler
Monitoring and maintaining cleanliness of cooler ensures shelf life of feed and cooler life
4. Air flow
Air flow should be measured and monitored. It is expressed in cubic feet per minute (CFM). To calculate CFM, flow velocity in feet per minute should be known. Modern coolers are having blower fan with frequency drive. With this technology, air flow can be varied depends on need.
5. Cooler retention time
The period in which, feed entersin cooler and leaves from cooler is called cooler retention time. This can be varied by adjusting position of high and low level of sensors.
Proper pellet cooling can be achieved by optimum airflow and cooler retention time. Product build-up in cooler duct affects air flow and proper functioning of cooler. Cooler ducts should be clean and free from dust. Poor cooling affects pellet durability. Cooling is one of the critical process in determining PDI and feed hygiene. By maintaining process parameters and cleanliness ofcooler, both PDI and feed hygiene can be achieved.
by M Kanagaraj, Catalyst Techvisor Private Limited





